Though not entirely unique, the challenges confronting the pharmaceutical logistics sector demand solutions tailored specifically to the industry’s stringent requirements. In contrast to other sectors where efficiency often flirts with corner-cutting, the pharmaceutical industry operates under a different paradigm, dictated by the inherent value of its cargo—materials that can literally be a matter of life and death.
Given the high value and critical nature of pharmaceutical products, the industry demands top-notch load-carrying systems that are not only of superior quality and durability but also adhere to stringent hygiene standards. The need for meticulous tracking and correct handling from vehicle to vehicle and facility to facility is paramount, considering the imperative for timely and efficient shipping along extensive supply lines.
Doğan Plastik addresses these challenges with its range of hygienic, trackable, and RFID-chipped pallets, ensuring medications reach their destinations promptly and in impeccable condition. Compliant with global regulations, these pallets endure harsh conditions in automated environments, facilitating large-scale shipments. The sustainability and recyclability of our plastic pallets and large containers offer advantages that wooden counterparts cannot replicate.
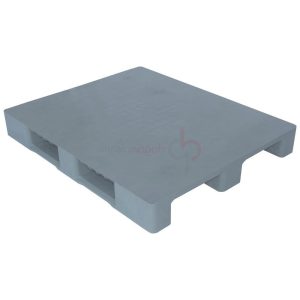
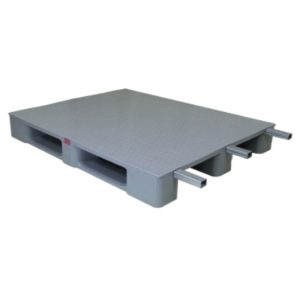
For example, our heavy-duty DPP 1210 HG 5S, made from food-safe HDPE and fully enclosed, prevents the accumulation of dirt. It’s easily cleaned due to its cavity-free design. All our solutions seamlessly operate along conveyor systems and in automated warehouses, contributing to the circular economy by being easily reintegrated at the end of their lifespan.
The overarching message is clear: regardless of the pharmaceutical industry’s diverse needs, Doğan Plastik offers a tailored solution. Collaborating with industry leaders we deliver systems built precisely to their specifications. With over 25 years of continuous innovation, we not only understand the unique challenges of the pharmaceutical industry but consistently design pallets and containers that surpass these challenges.
We use cookies to personalise content and ads, to provide social media features and to analyse our traffic. We also share information about your use of our site with our social media, advertising and analytics partners. View more